

联系我们

轧辊钢【304不锈钢管厂】满足您多种采购需求
更新时间:2025-07-14 05:57:53 ip归属地:宁波,天气:小雨,温度:25-34 浏览次数:54 公司名称:聊城 新物通物资(宁波市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 171 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢【304不锈钢管厂】供应范围覆盖浙江省、杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 海曙区、江东区、北仓区、镇海区、鄞州区、象山县、宁海县、余姚县、慈溪县、奉化区等区域。 |

新物通物资(宁波市分公司)深入了解您的每一个需求,为您提供适合全套的 轴承钢厂家、酸洗钝化磷化钢管、304不锈钢管、注浆管方案设计,致力于您的 轴承钢厂家、酸洗钝化磷化钢管、304不锈钢管、注浆管使用感受。

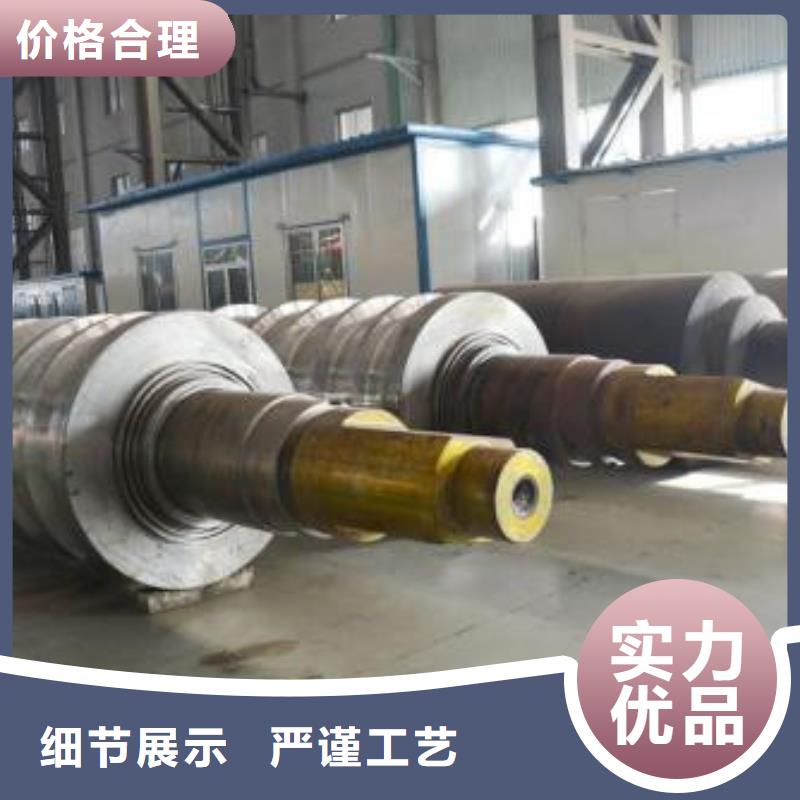
1)仔细观察轧辊表面是否有裂纹、颜色异常、粘钢、压痕等现象;一般用肉眼检查轧辊表面光洁度和氧化膜状况,根据所轧产品表面质量的要求来决定是否可继续使用。
2)初期试用辊换下后可手工探伤,确无问题后可再上机使用,以摸索规律,积累经验;在机正常使用切 步检查无问题的轧辊也可不探伤;
3)初试用辊在轧制两个星期后吊入磨辊间,在磨床上测量辊型,做好磨削曲线记录,并与原始曲线对比,决定是否再上机使用。
型钢轧辊报废标准
一、开坯
1、如有探伤仪器,按照轧辊裂纹(水纹)深度达40mm,达到断辊极限,即报废。
2、开坯槽钢新辊轧制12000吨堆焊。
开坯角钢新辊一线轧制30000吨堆焊。
开坯角钢新辊二线轧制28000吨堆焊。
开坯槽钢轧辊堆焊后一次轧制10000吨再堆焊。
开坯槽钢轧辊堆焊后一次轧制18000吨再堆焊。


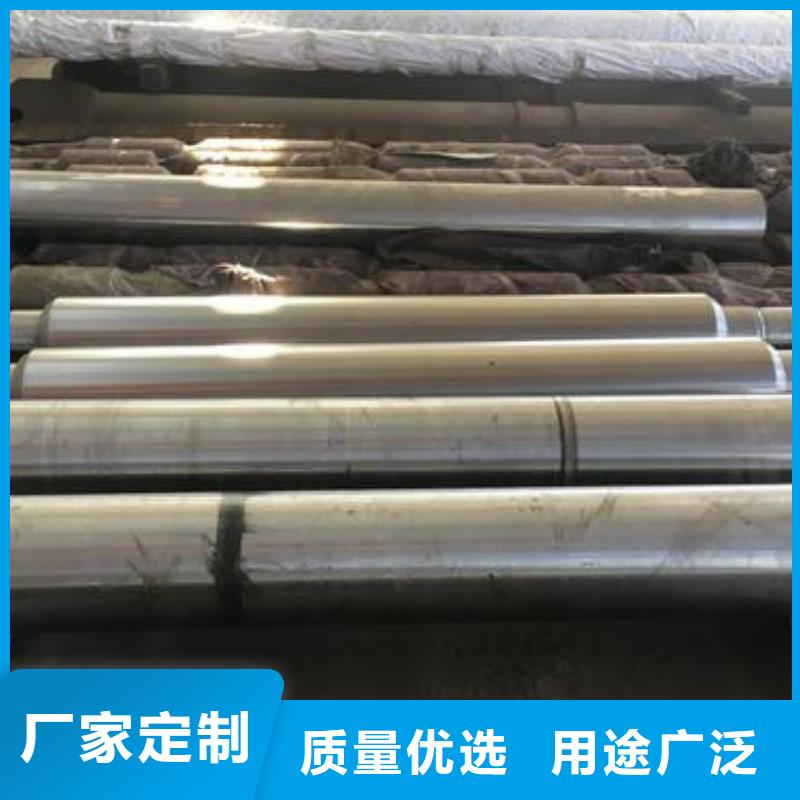
钢锭经锻造加工生产的轧辊。锻造能将钢锭内部的疏松、缩孔等冶金缺陷锻合,将粗大的铸造组织破碎从而获得组织致密、成分均匀的高质量轧辊。锻钢轧辊比同类铸造轧辊有更好的强韧性、表面硬度均匀性和抗疲劳性能。(表1)为适应不同轧机和轧制条件的具体要求,可在轧辊用钢中加入不同合金元素,提高轧辊使用性能。
锻钢轧辊(forged steel roll)
钢锭经锻造加工生产的轧辊。锻造能将钢锭内部的疏松、缩孔等冶金缺陷锻合,将粗大的铸造组织破碎从而获得组织致密、



离心铸造高速钢轧辊工艺的流程:
1、冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。Nb、W、V铁先破碎再入炉。分两次冶炼, 次加95%,第二次添加余料,并进行调。出钢时包底加入变质剂变质,以细化基体和碳化物。中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
2、浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。等钢水在旋转的辊模中凝固后,再浇注中间层金属液。中间层凝固后停机,合箱浇入芯部铁水。浇注中可采用玻璃保护渣。


